试压泵产品分类
联系我们
 试压泵型号试压泵型号
试压泵型号试压泵型号专业从事试压泵、电动试压泵、气动试压泵、手动试压泵等高压液体检测设备的设计研发、生产制造销售及安装调试近20年,
打造专业的“试压泵超市”以满足客户需求为目标,提供水压、气压、油压等压力测试系统整体解决方案!

专注试压泵(高压液体检测设备)行业20年
生产加工优势


资深技术售后服务团队,全新全意服务客户
专业从事试压泵、电动试压泵、气动试压泵、手动试压泵等高压液体检测设备的设计研发、生产制造销售及安装调试近20年,
打造专业的“试压泵超市”以满足客户需求为目标,提供水压、气压、油压等压力测试系统整体解决方案!

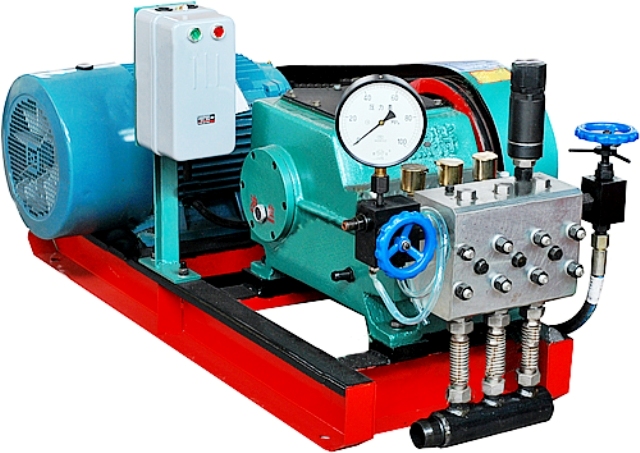
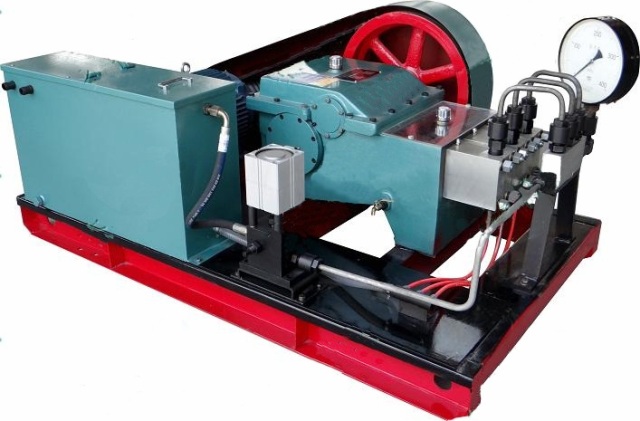
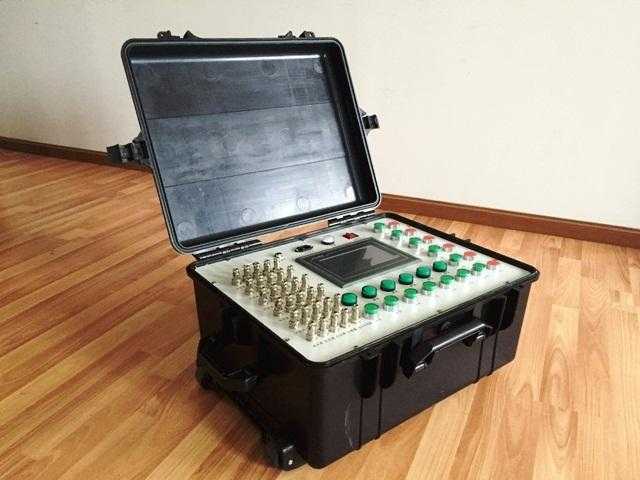
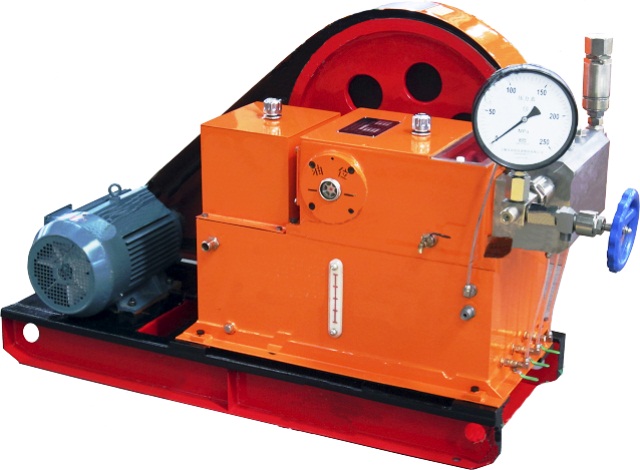
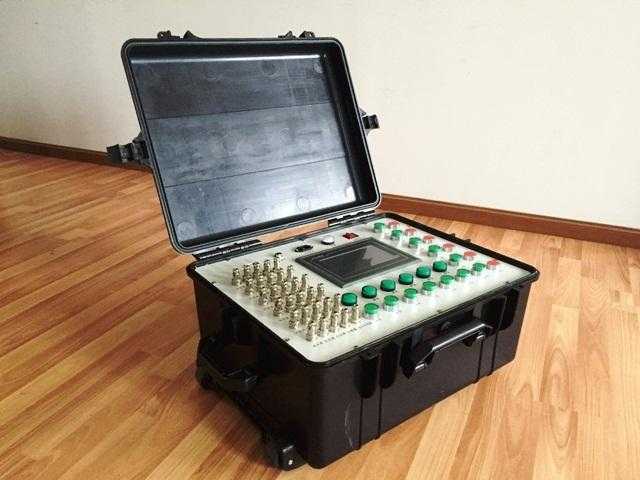
衡水达凯思机械工程科技有限公司是一家专业从事试压泵、电动试压泵、气动试压泵及各种高压流体试压设备和超高压检测设备系统集成供应商。公司厚积薄发,积十多年行业之经验与国内各大优质试压泵厂家合作,从最初级的打压泵、手动打压泵、电动打压泵、管道打压泵、压力自控试压泵、变频变流量遥控试压泵、试压泵曲线记录仪、计算机控制试压泵、气动试压台、氮气密封试压台、气动试压装置到超高压气密封试压系统、车载式移动试压系统、防喷器远程控制装置系统及大型石油机械试压装备等数百种典型客户解决方案,几乎涵盖了试压泵行业所有的应用领域,并可承接各种汽车用液化天然气气瓶、低温焊接绝热气瓶、低温储罐、D1类、D2类压力容器等系列产品研发、设计、生产制作!
公司拥有强大的试压泵、电动试压泵、气动试压泵等试压泵控制系统研发团队,凭借十多年与国内外各大优质试压泵厂家配套控制系统的行业设备经验,开发出具有自主知识产权的试压泵控制系统专用控制软件,并非PLC自带组态软件,具有控制精度高、系统运行稳定、人性化操作界面、强大的自定义功能等特点,可为广大用户升级定做各种阀门试压工装夹具、防喷器远程控制装置及各类非标耐压测试系统,遥控、自控、变频、数显、数控记录仪控制压力测试系统、计算机控制压力测试系统以及非标压力测试系统可配合国内外任何型号的试压泵、试压机等压力测试设备进行各种压力测试、疲劳测试、静压、爆破等各种试验!
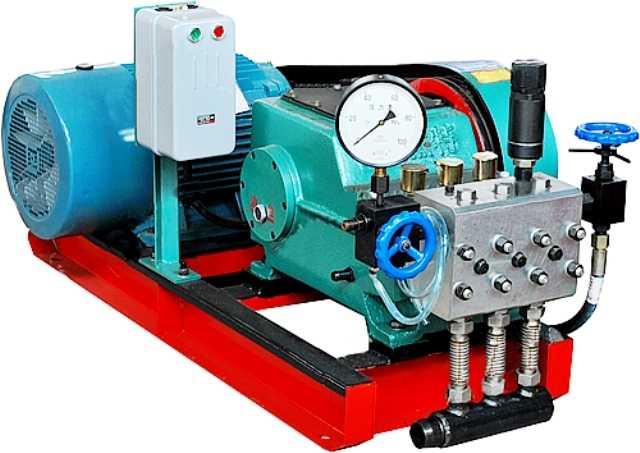
公司具有得天独厚的API 6A标准超高压系统及超高压试压工装夹具生产加工优势,并与国内外供应商紧密联系,应用国内外高可靠性配件,不断吸收国内外行业先进技术,应用到各类电动试压泵、气动试压泵、非标定制试压泵、柴油机试压泵、汽油机试压泵等的研发生产改进中,现在成套设备配件自产率已达到90%以上。目前公司的试压设备主要有水密封试压设备、气密封试压设备等。其中水密封试压设备系列有打压泵、高压电动打压泵、数显记录仪试压泵、计算机试压泵、车载式移动试压系统、微机高压测试系统等。气密封试压设备系列有空气密封试压设备、氮气密封试压设备等,产品及解决方案涵盖石油、航空、航天、军工、车辆、消防、压力容器、管材等领域。
精良的产品、优质的服务,国际的品质、国产的价格!这一理念贯穿研发、采购、生产、检验、安装调试每一个环节。未来,思凯达机械将继续和国内各大优质试压泵厂家合作打造国内专业的“打压泵超市”以满足客户需求为目标,为全球打压泵行业客户提供创新性、客户化的产品和解决方案,帮助客户实现持续赢利和成功!你只看到了我的网站没有看到我的汗水。你有你的采购规则,我有我的产品选择。你采购我现在的电动打压泵产品,我决定我将来的市场。你嘲笑我一无所有不配去爱,我可怜你总是等待。你可以轻视我们的年轻,我们证明这是谁的时代。梦想是注定孤独的旅行,路上少不了质疑和嘲笑,但那又怎样,哪怕遍体鳞伤,也要活的漂亮。2016年我是思凯达打压泵,我为自己代言!